One of the things I've wanted to do with my cylinder head package is to put it on a fairly standard 390 stroker engine, and see how it performed. I've had a little break in the action on the head project, because the aluminum foundry is really backed up and despite ordering castings for the intake adapters and heads in March and April, they have still not been poured, so I decided to get a head start on this project. I have two 390 blocks here that I could choose from, so I decided to sonic test them and pick the best one.
One of the blocks is already .040" over; this is the block that was the basis of my 390 stroker engine, featured in my book. I had set this engine on the stand and forgotten about it for the last 10 years, so a few days ago I pulled it all apart so I could check it. Everything looked very good, which was encouraging after all the dyno abuse that this block saw. But when I sonic tested it, there were a few holes that looked a little thin to me. The sonic test results are below:
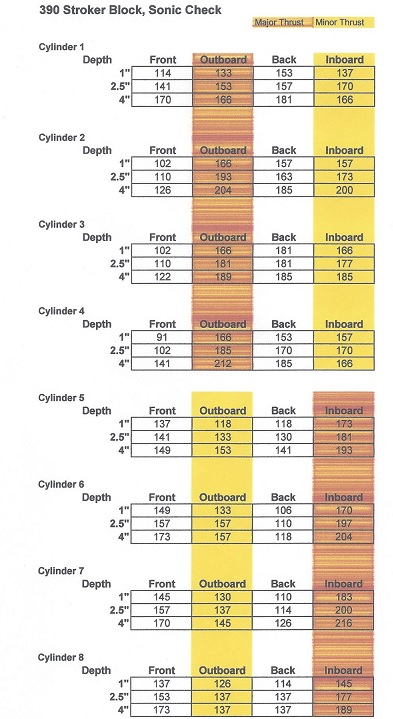
In particular, the front side of cylinders 2 through 4, and the back side of cylinders 6 and 7, looked a little thin. I was going to bore this block another .020", and my arbitrary requirements for minimum cylinder wall thickness is 0.100" after boring for non-thrust surfaces, and 0.125" after boring for thrust surfaces, hopefully with more thickness on the major thrust side (shown in red in the picture) than on the minor thrust side (shown in yellow). Several cylinders on this block weren't going to meet these requirements. Now, of course this block took a bunch of abuse at 500+ HP on my dyno, and as-is cylinder 4 is below my requirements, and there weren't any problems, so maybe I shouldn't be too concerned. But I decided to check the other block out and see if it looked better.
Turned out it did; the sonic check data for that block is below:
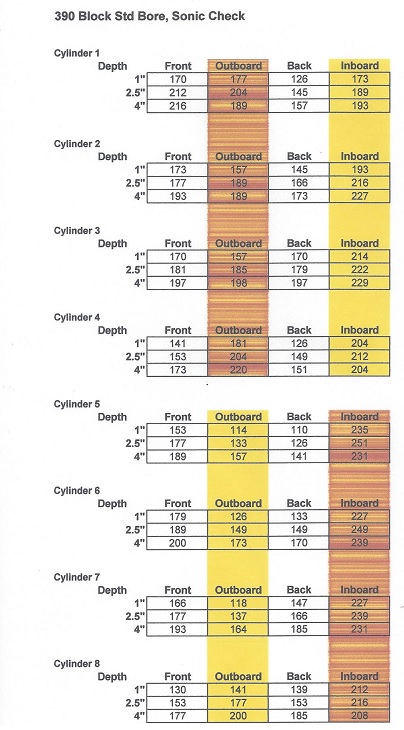
This block is currently standard bore, which helps of course, and the areas of concern were the minor thrust sides on cylinders 5, 6, and 7. Again I was figuring to bore this block .020" (0.010" on each side), and I'd be below my arbitrary requirements on the minor thrust side of these cylinders. However, I'm a big believer in sleeves, since they are actually better material than the block material itself, so I think I will sleeve 5 and 7, and leave 6 as-is, to make this block as robust as possible.
Since I was going to abuse this engine somewhat, I had previously decided to run a girdle. I had never used one and wanted to try one out, and there had been one appearing on ebay that I thought looked pretty good. I was planning to pin the rail of the girdle to the pan rail, so that it couldn't move, and then machine some precision spacers to go between the girdle and the main caps. I was going to bolt it all together, take the block in for an align-hone, and then if the caps had to be cut a few thousandths, compensate with some shim stock between the caps and the girdle.
This approach went out the window though, when I went back on ebay and the girdle I was looking at was no longer listed. However, there was a set of Pro Gram caps listed. Well, that was going to be a much bigger machining project to make them fit, but I didn't want to wait for the girdle because I have some time now, and won't have it later. So, I went ahead and bought the set of Pro Gram caps. I also purchased an ARP main stud kit to use with the caps. Pictures of the parts are below:

So right off the bat I have more into this project (about $500) than I would have had with the girdle, and I had some serious machine work on the block to do. When the parts arrived the stud kit looked fine, but unfortunately the cross bolts and washers were not included with the caps, as they should have been. I contacted the seller and they are supposedly on the way to me now, but to get going on this project I dug up some grade 8 bolts that I could use for the crossbolts.
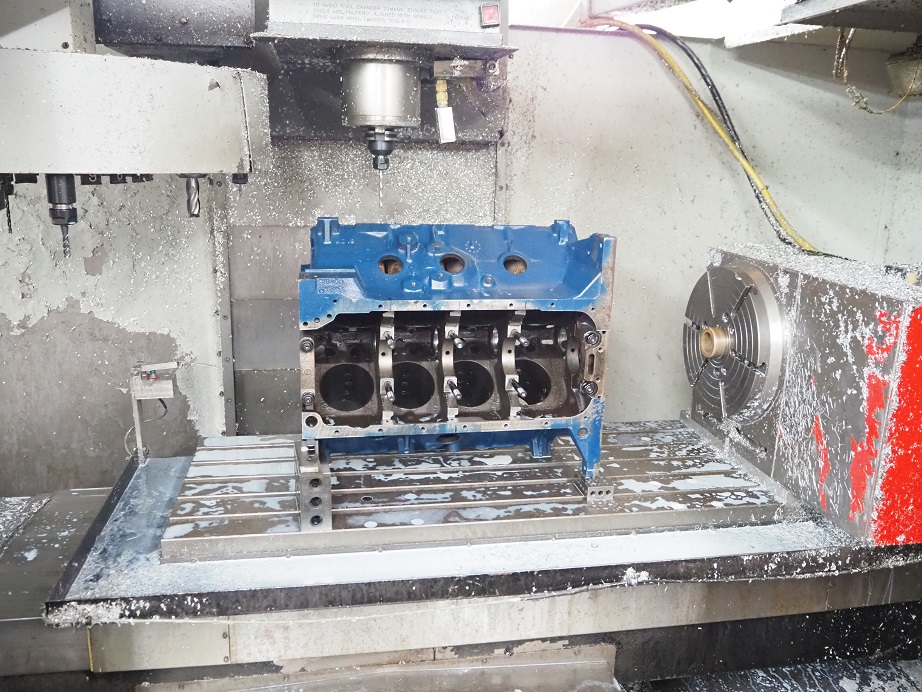
The instructions that came with the caps tell you how to machine the block to make them fit. One thing I found a little strange was that the instructions were from a company called Billet Speedworks; no mention of Pro Gram Engineering anywhere. Nevertheless, I hoisted the block up onto my big CNC machine, and cut the sides for clearance to the ears of the caps. The first picture below shows the block on the machine, and the second picture shows one side of the block after the machining operation is complete:

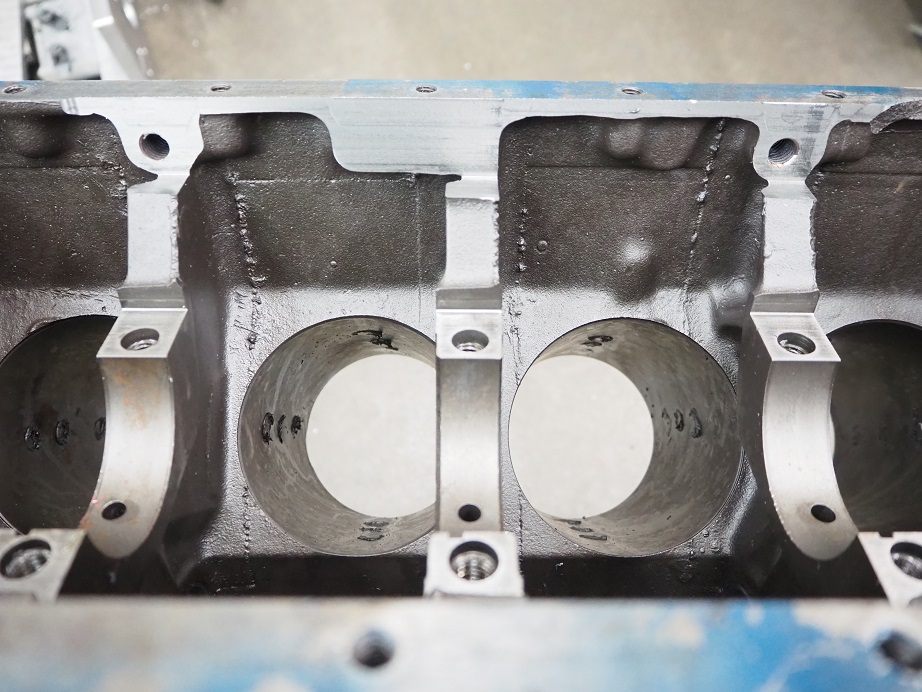
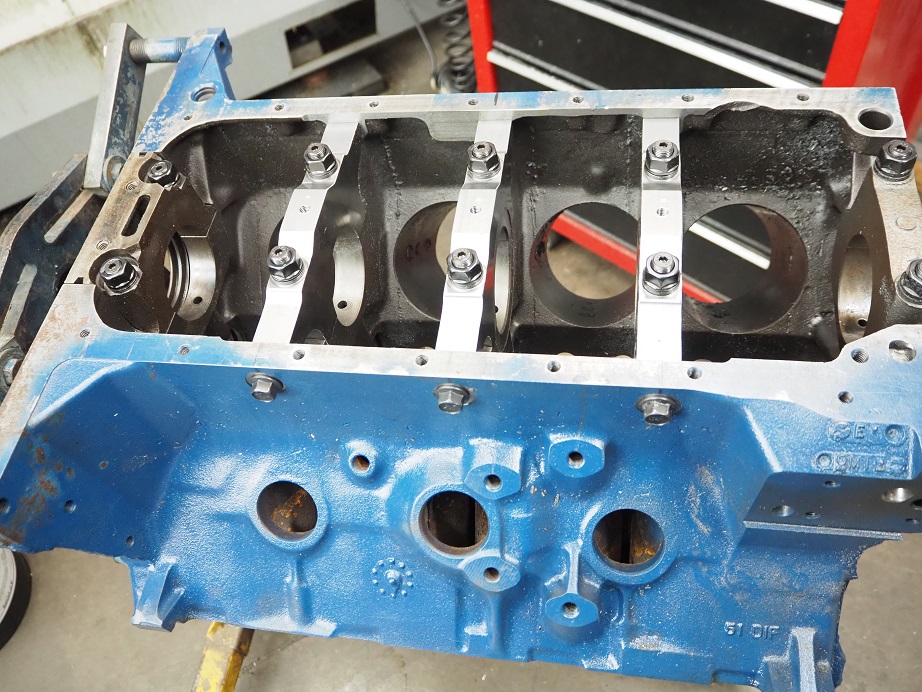
One thing I found helpful is the location of the two holes on the right side of the FE block, as shown in the photo above. These holes are used to bolt the block to the cradle during Ford's assembly operation and were in the perfect spot to line up with the ears of the caps once they were installed. I was able to install the caps temporarily at this point (see the picture below), and then use those holes to mark the caps for the crossbolt locations on two of the caps. This also gave me a reference to the pan rail, so that I could transfer the dimensions to the middle cap, and the left side of the block.
After marking the caps, I transferred them to the smaller CNC machine. I measured the two marks that I'd made with the caps installed and duplicated those hole positions on all three caps, both ends. Then I drilled and tapped the ends for 3/8-16 thread. I also drilled and tapped a 5/16-18 hole in the center of each cap, because I found them difficult to remove from the block after the first test install. With the tapped hole, a slide hammer can be used to remove them, similar to what is required with some of the aftermarket blocks. A picture of the caps after the last machining operation is shown below:

While I was at it, I also pulled the stock #5 main cap out and counterbored it 0.275", to allow the nuts for the ARP studs to sit below the pan rail. I was happy to see that the two studs for the rear cap were shorter, so the studs themselves didn't extend up beyond the pan rail, but left as is the nuts and washers would have. Counterboring the cap was pretty easy, compared to all the other machining operations I had to do for this project.
I was hoping that I'd be able to drill the holes in the block for the crossbolts without having to put the block back on the CNC, but that didn't work out. I tried to do it with my drill press but the travel of the drill press didn't reach all the way down to the block, as it was sitting on the engine stand. I also tried a hand drill, using a 1-2-3 block as a fixture to ensure that the hole went in square with the side of the block, but I couldn't easily get a clean hole; the drill tended to drift around too much. So, in the end I gave up and put the block back on the CNC machine to drill and spot face the cross bolt holes, as shown in the photo below:
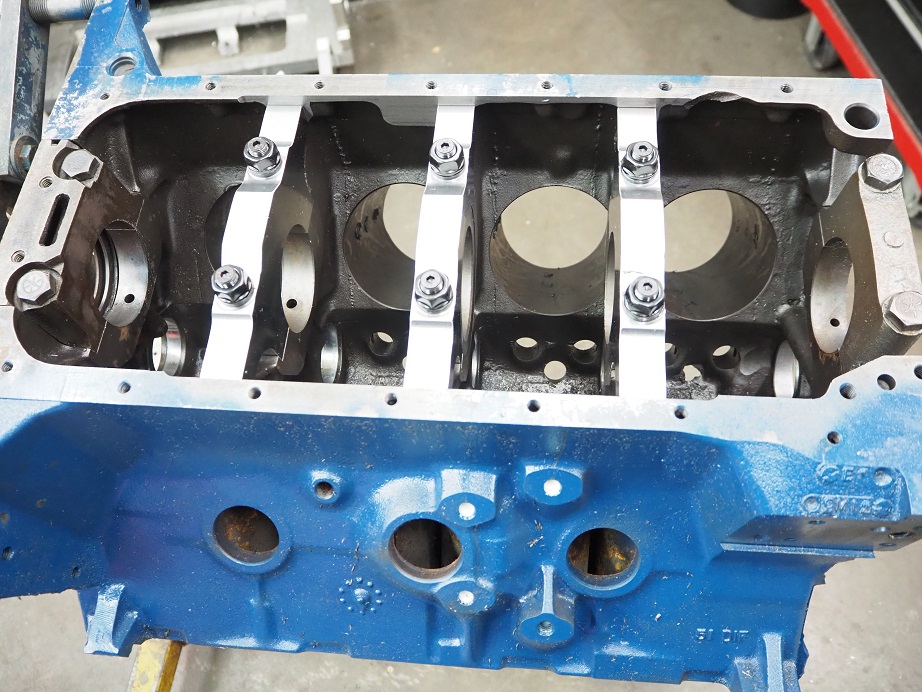
After flipping the block over to get to the holes on the other side, finally I was able to pull the block off the machine and install the caps and crossbolts:
And of course, I'm not done yet, because the caps are undersized, and so now the block has to be align bored and then align honed in order to get the bearing clearances right. Depending on how much that costs, I think I'll probably have between $800 and $900 in this project, plus all the machine work I did myself.
Anyone with a Bridgeport or other vertical mill could do what I did to this block, but it is a painstaking operation and takes quite a bit of time; I think I had 8-9 hours in the whole project. If you have to pay to get the machine work done that I did, seems like you'd be better off just getting an aftermarket 427 block. I think adding a girdle would be much easier and cheaper, and next time I do something like this that will be my preferred approach. But for now, I think I've got a block that I'm comfortable with up to the 700 HP level. I'll add more information to this post as the engine goes together, but it will be a while; pistons are 8-10 weeks out...


