Not making excuses for what would appear to be disastrous execution, and not for the purpose of jumping on to ridicule, but rather to take the opportunity to provide observation so as to aid others in what they may expect, and also the sometimes bad practices that are adopted to appease the customer.

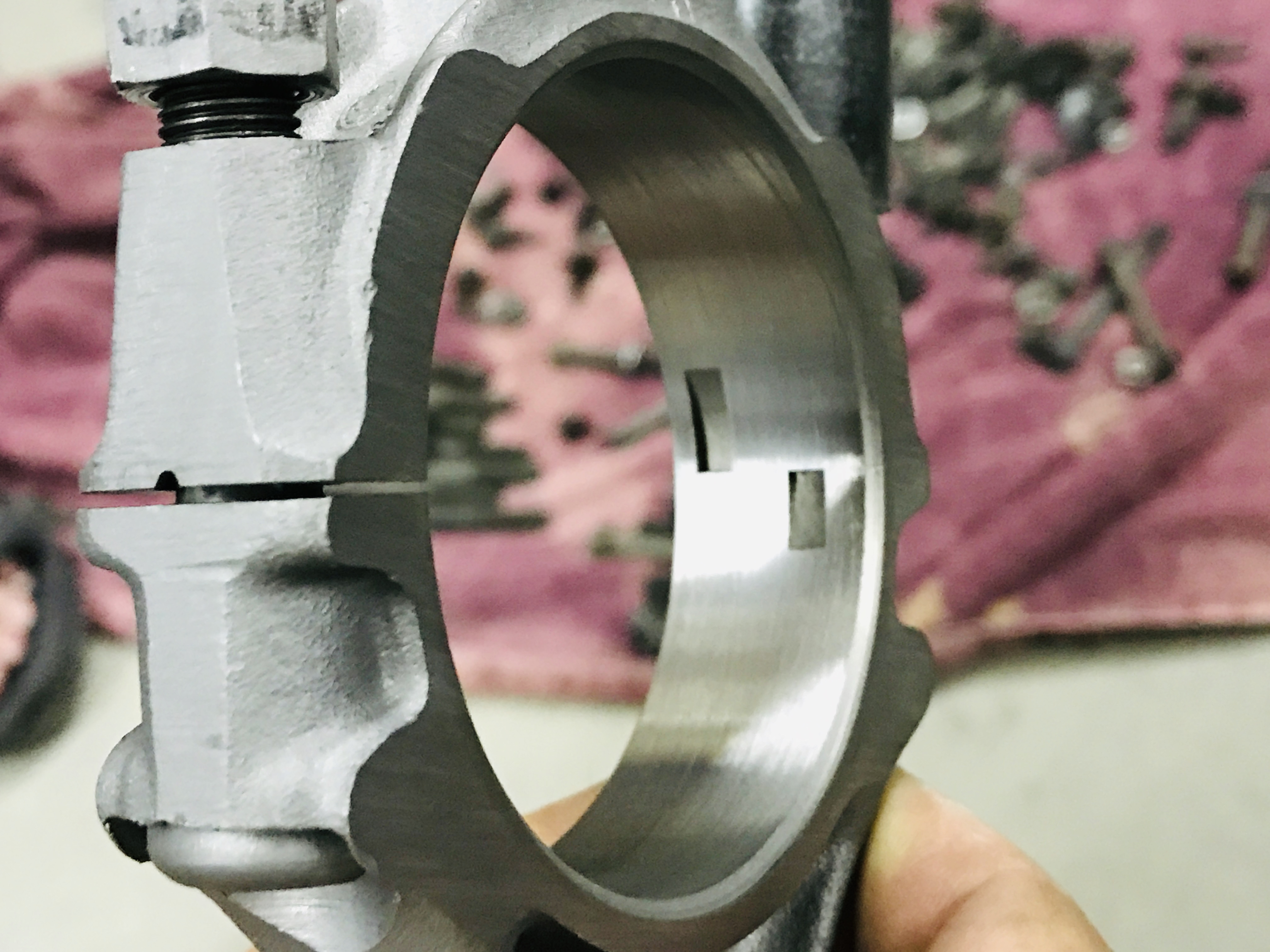
Although even though this example would be extreme (to the point of being shyt), it is not an uncommon practice to "angle-grind" the the parting surfaces of the cap and rod beam. This is generally practiced with the placement of a say a one or one and a half thousandth feeler gauge under the opposed side as referenced on the set-up locator for grinding and doing so individually for each of the four contact surfaces present, this resulting in a mirrored angle separation of the parting lines upon meeting. The intention here is to cause a reduction of the inside diameter of the rod big end at this parting line of three and nine o-clock position causing this to be "pinched" inward with the torquing of the fasteners. In some instances this dimension will be found in excess of the true round dimension desired, the vertical (twelve to six o-clock) is recovered as the parting line material is removed in parallel, but unfortunately this three to nine does not respond effectively and often can not be brought to specification readily. So in order to provide the customer with what might appear visually acceptable, many shops have learned to adopt less than ideal executions.
And B.T.W., in the photo, whether the bolts had been removed for this resizing effort, it perhaps seems not, although generally a requirement in the process, as they appear to have been media blasted (or is this paint?) as installed, not to mention a new set of bolts and or just at minimum nuts would have been wise also.

And to be clear: the above stated practices are not proper for a number of reasons, even if at times only slightly improperly, but successfully executed.
And the catch is, at times even when this resizing process is executed properly, and a fine acceptable, serviceable product results, but it may not appear as the customer is of the impression of what the end product should be, then nothing but grief is then reaped by the machine shop!

Scott.


