We've been narrowing the CB743HN and recutting the chamfer for years. If the rods are .900 wide, the bearing will have to be close to the edge on the non-chamfer side. You can make it work, but you will have to narrow the bearings. There is no "special" bearing for the job. The Clevite "HN" is the best one to start with. Sometimes, depending on how they cut the tangs in the rod, you may have to put the upper and lowers in the opposite positions to move the bearing the right direction. If they are just "narrow" BBC rods, the numbers will turn towards the cam, but you can renumber, so not a big deal. I have run the 2.200 rods from .900 to .990 width, and several ways in-between. It's doable.
Before I was thinking of having my crank offset ground to 4" and widened to 1.820", that would leave me .020" side clearance, I thought perfect, but after talking to Blair he had mention the rods didn't have any offset and the rods small end would no longer be in the center of the piston, but they could be made to work, but that would mean cutting off more of the width of the bearings and now the rods, so the .838" wide bearings now keep getting thinner.
Also, was mentioned piston guided rods, but that would mean I would have to have the jrl's now cut wider into the counterweights, but would still have to cut the rods. I didn't like my options.
So, this what I am going to do, I will use either a 3.98" or 4.125" stroke crank with BBC jrl's.
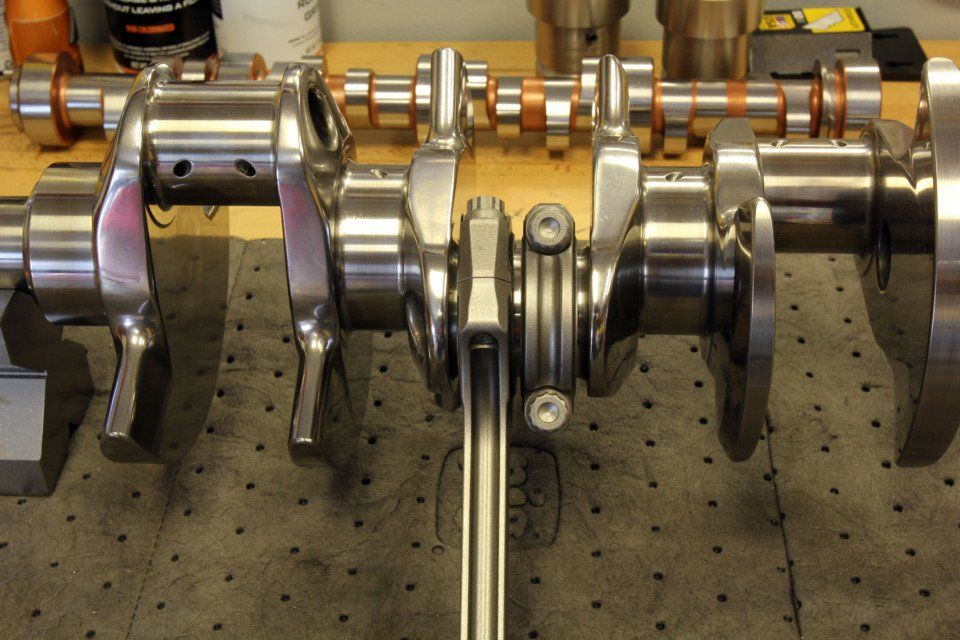
The jrl's widths are 2.0", my rods are .900" wide, both 1.800", that's .200" side clearance. I'll kinda do what was suggested earlier, flip the bearings in the rods, I'll put the upper bearing in the cap, the lower in the rod, but now the bearing clearance for the jrl radius I'll now have in the center, so both rods with the bearing radius clearance, will face each other.
Now, the side of the bearing is about .008" from the out side of the rod that faces the jrl radius, but now .100" per side rod clearance. On the inside of the rods I have .054" clearance from the edge of the bearing to the edge of the rod, I'll remove .050" per rod on the inside making my own offset adding .100" clearance between the rods, making .300" total clearance. And I get to keep the .838" bearing width.
I'll go with a set of rod guided pistons with about .010" clearance or what the manufacturer recommends, and if .010" is sufficient, with the rods centered in the pistons will have to see where it leaves them on the jrl's with .280" clearance.
First, I was going to do something like this, but I am limited by crank jrl width unless I cut into the counterweights, then when I offset grind the jrl's I then have to have the crank re-heat treated which would more than likely require the mains to be cut again, now cutting into the conterweights may now require Mallory metal for balancing, so now all these additional cost, plus loosing the costs of the prior crank work re-doing the jrl.s again, so I decide it was cheaper to just get another crank.
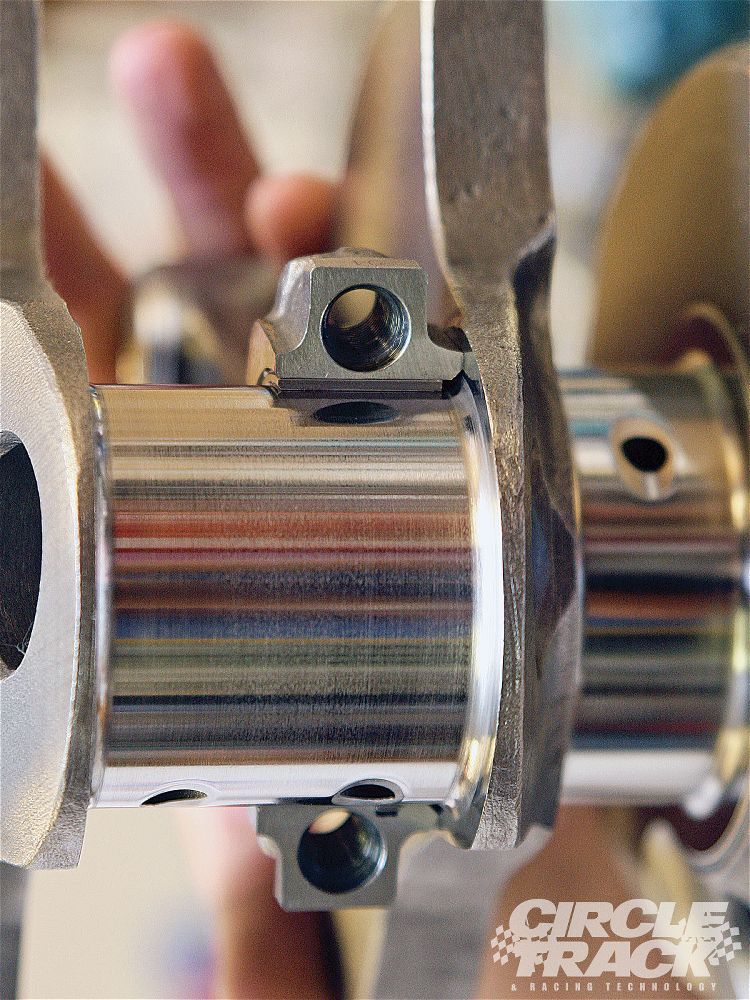
So this is what I am trying to do, the article didn't say what the jrl dia was, but the total clearance was .360", .120" @ all the places, but the rods look that they are not offset either, and may or may not sit on the jrl in the same location when the rods are centered in the pistons. And I don't think my crank is going to look like this one...