On Wednesday this week I picked up the last parts from the short block, including the rod and rod bushing that Blair had sent me Monday as a replacement for the cracked rod in #5. Wednesday night, Thursday night, and Friday night I spent the time getting the short block put together; here's a picture:

I was anxious to test fit the old left side head on the short block, and see if I could find any evidence of contact with the piston; at least that would tell me if that was the problem. Saturday morning I installed the head studs and head gasket, and clayed up the pistons to see if I could find the issue. I installed the head and torqued the nuts to 90 foot pounds, then rotated the engine through two complete revolutions. I removed the heads and carefully inspected the clay; here's some photos of the clay on the heads:



Long story short, I had at least 0.070" clearance everywhere on the dome that I checked, including the area where there was evidence of piston contact to the chamber. However, on #5 it did appear that the flat portion of the piston was closer to the deck than anywhere else on the whole bank; see the last picture. I measured slightly less than the 0.042" head gasket thickness on the clay between the flat portion of the piston and the head, at the front of the #5 cylinder. It's tough to get a real accurate measurement with the clay, but it was definitely thinnest on #5, on the flat portion towards the front of the cylinder. There was also a kind of matching ding in the cylinder head in the flat area, although in the area of the ding the clay was thicker. See the pictures below of the chamber, showing the ding from one piston crown and also the ding from the flat part of the piston, visible just to the right of the exhaust valve in the second picture:


At the spot where the piston crown hit the chamber, there was at least 0.075" clearance all around, and more in the ding itself. Based on that I think that it is reasonable to assume that my original conclusion on that was correct, that this ding occurred when the rod let go in 2014 and the piston flew up and hit the chamber. I'm not so sure about the ding in the flat area, though. It may be possible that this was an interference point, and is causing the whole problem, because the clay was definitely thinnest there. Of course it is also possible that the damage occurred at the same time as the other ding; no way to tell.
Just as a final check I set up a dial indicator on the heads and measured the depth of the chambers at their deepest point, between the two valves. I was thinking that maybe the head had been machined off axis, and the chambers were shallower towards the front of the head as a result. But that didn't pan out; the depths of all the chambers were within 0.003" of each other, near as I could measure. Then I did the same thing with the pistons installed in the block, measuring the top of the dome when each piston was at TDC. Again, everything was nearly the same.
So, I don't know why the clay looked a little thin on #5, but even so it wasn't a big difference with the other cylinders. And I'm not sure why the problem is being repeated on the #5 cylinder. Basically, I have no smoking gun here

. But I think to be safe I'm going to go up about 0.010" in head gasket thickness; maybe the 0.042" thick gaskets are not enough. It will cost me about a quarter point of compression to do this, but its probably a worthwhile compromise, on the chance that with the heavy pistons, long stroke, and 7700 RPM the rod and piston stretch is exceeding 0.042" and causing the problem.
After getting these checks done I spent the rest of this weekend working on the new sheet metal intake. I had previously completed a Solidworks model of this intake; here are a couple of screen shots:
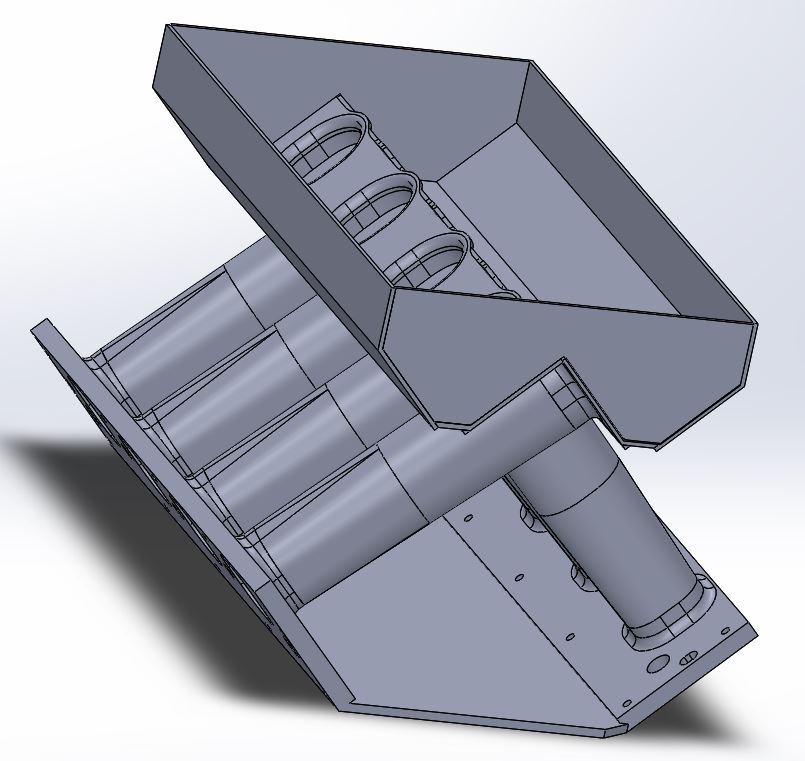
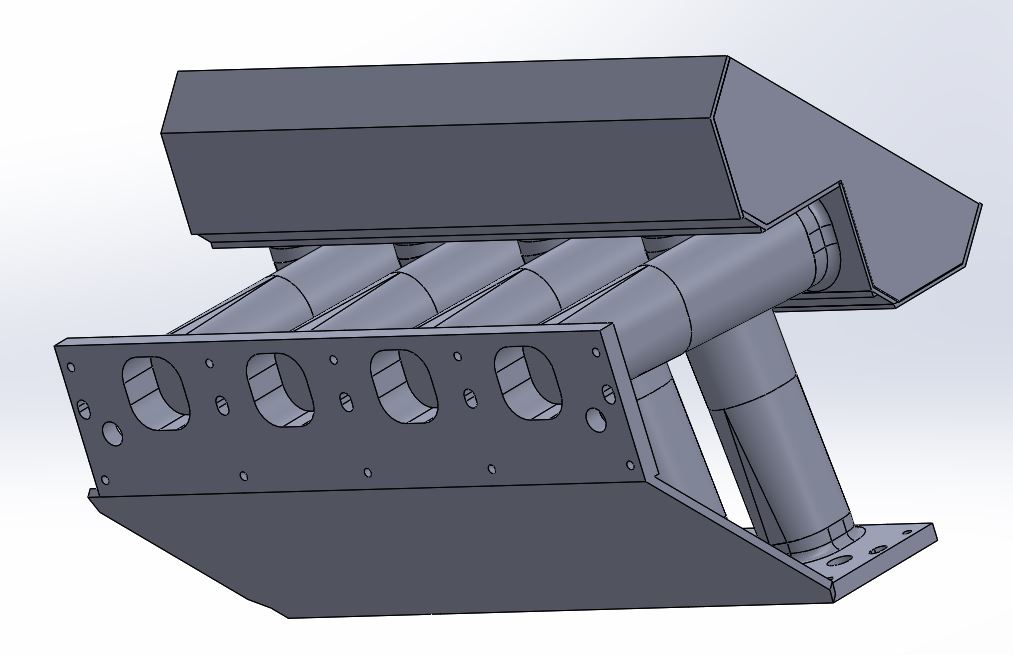
Notice that the ports on these heads are no longer round, but more squarish instead. The heads flow about 30 cfm more than the last set, so I'm hoping with these heads I'll be able to get to 1000 HP with this engine.
In order to build the sheet metal intake I am machining plates for the plenum where the tubes weld in, and also plates that the tubes weld to that bolt to the heads. I pretty much spent all weekend programming these pieces on the CNC, and am working on getting them machined now. I also cut the tubes for the runners, but they need more work to put in a taper and give the squarish port shape at the head. Hopefully by next weekend I will have all this stuff done and have most of the intake welded together. I will take lots of pictures as I go to help anyone who might be thinking about doing this themselves.
There were a bunch of other smaller projects on the car that I wanted to get done with this weekend, but just ran out of time; seems like the big projects end up expanding to fill all the time slots I have allotted for this project. Next weekend I should finally have the heads, so those have to go together and get installed next weekend also. Right now it looks like late August before I will have everything done and the engine on the dyno. Its going to be another last minute thrash, all right...


