

1
FE Technical Forum / FE Head Development - MR and Tunnelport
« on: October 05, 2023, 06:42:39 PM »
For quite a while now we have been working on both medium riser and tunnelport modern casting designs. I don’t post on here very often at all and haven’t posted or published any updates on this project in a long time, but progress has continued despite several setbacks and distractions. Recently we have had some wins and I’d like to share them with everyone.
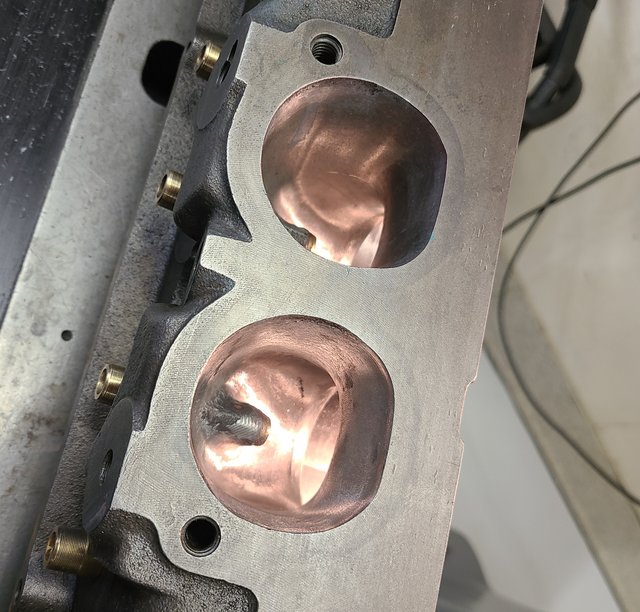
Our medium riser port design has been complete for over a year. The prototype MR head started as an Edelbrock Pro-Port casting. During porting material was actually added in the port to make it flow correctly, which meant this definitely couldn't be made as a pro-port CNC head, it would have to be a new casting. My brother, Dave Bamber, is responsible for all the flow work on this port design. Here is an idea of how the MR head flows and what it looks like:


The goal of this project has always been to develop ports for both MR and TP heads and cast each of them from the same pattern. So, once the MR was developed, we shifted attention to tunnelport design.
The TP development started by optimizing a factory cast iron head so we could digitize and apply it to the computer model. Hours and hours were spent on the flow bench. Some real nice flow numbers were achieved on the intake ports. The port was digitized and copied on all other cylinders. We had fully intended on dyno testing with this intake port design but as you’ll see in the pictures, when CNC’d, one of the eight intake ports found a water jacket (core shift in the head).

After that letdown, the port shape was brought into the computer model and it was tweaked to reduce some of the unnecessary stock port volume and to potentially gain flow. Rather than move straight into casting it was decided to 3D print the ports and combustion chamber for proof of concept and further flow development. In one of the photos below, there is a gold intake port mock-up which allowed us to flow test with the pushrod tube interfering in the port. Again, my brother Dave worked with this port shape on the flow bench and added and subtracted material where necessary. As you can see from the below flow data, it worked.




On each of the MR and TP heads we had common development constraints, which in some cases held us back from gaining performance, but we thought were important to the design:
• Stock Medium Riser and Tunnel Port intake manifolds (direct bolt up with no port matching required)
• Stock exhaust port locations (slightly raised yet consistent with typical aftermarket FE performance heads and compatible with over-the-counter headers/flanges).
• Overall factory appearance when the engine is fully assembled.
• OEM style rocker assemblies
• Stock valve covers
• MR head to work with bore sizes as small as 4.08” (.030” over 390)
• TP head to work with bore sizes as small as 4.16” (.030” over 428)
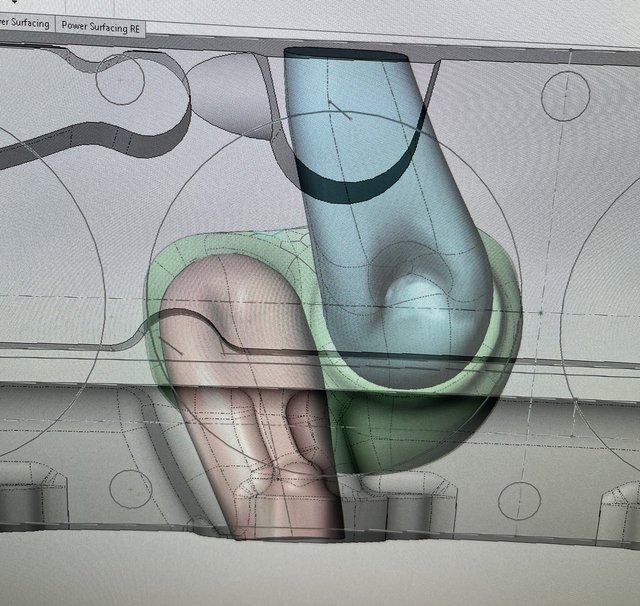
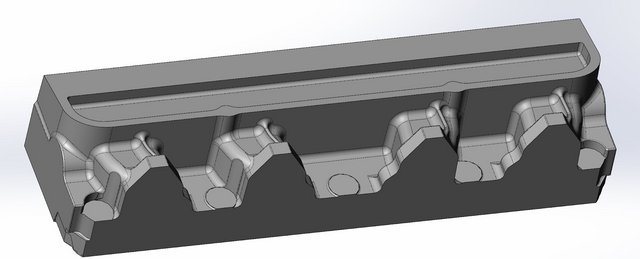
Here are screenshots of some of the computer modeling that has been done on the heads.
Patterns and molds are finally progressing and we can now see light at the end of the tunnel. When these are available, they will be cast/machined by me (Bamber Engineering) and sold through Brunson Performance. We will post more technical info/graphs/test data on their website soon.
Our medium riser port design has been complete for over a year. The prototype MR head started as an Edelbrock Pro-Port casting. During porting material was actually added in the port to make it flow correctly, which meant this definitely couldn't be made as a pro-port CNC head, it would have to be a new casting. My brother, Dave Bamber, is responsible for all the flow work on this port design. Here is an idea of how the MR head flows and what it looks like:
The goal of this project has always been to develop ports for both MR and TP heads and cast each of them from the same pattern. So, once the MR was developed, we shifted attention to tunnelport design.
The TP development started by optimizing a factory cast iron head so we could digitize and apply it to the computer model. Hours and hours were spent on the flow bench. Some real nice flow numbers were achieved on the intake ports. The port was digitized and copied on all other cylinders. We had fully intended on dyno testing with this intake port design but as you’ll see in the pictures, when CNC’d, one of the eight intake ports found a water jacket (core shift in the head).
After that letdown, the port shape was brought into the computer model and it was tweaked to reduce some of the unnecessary stock port volume and to potentially gain flow. Rather than move straight into casting it was decided to 3D print the ports and combustion chamber for proof of concept and further flow development. In one of the photos below, there is a gold intake port mock-up which allowed us to flow test with the pushrod tube interfering in the port. Again, my brother Dave worked with this port shape on the flow bench and added and subtracted material where necessary. As you can see from the below flow data, it worked.
On each of the MR and TP heads we had common development constraints, which in some cases held us back from gaining performance, but we thought were important to the design:
• Stock Medium Riser and Tunnel Port intake manifolds (direct bolt up with no port matching required)
• Stock exhaust port locations (slightly raised yet consistent with typical aftermarket FE performance heads and compatible with over-the-counter headers/flanges).
• Overall factory appearance when the engine is fully assembled.
• OEM style rocker assemblies
• Stock valve covers
• MR head to work with bore sizes as small as 4.08” (.030” over 390)
• TP head to work with bore sizes as small as 4.16” (.030” over 428)
Here are screenshots of some of the computer modeling that has been done on the heads.
Patterns and molds are finally progressing and we can now see light at the end of the tunnel. When these are available, they will be cast/machined by me (Bamber Engineering) and sold through Brunson Performance. We will post more technical info/graphs/test data on their website soon.